API has generated the standard API Effective Orifice Area with corresponding designation letter (following table). Besides, standard effective orifice area, it also has a series of corresponding inlet size, outlet size combination for various pressure classes of flanged relief valves. All these information are tabulated in API Std 526 Flanged Steel Pressure Relief Valves.
| API Relief Valve Standard Effective Discharge Orifice Areas | ||
| Designation | in2 | cm2 |
| D | 0.110 | 0.71 |
| E | 0.196 | 1.26 |
| F | 0.307 | 1.98 |
| G | 0.503 | 3.24 |
| H | 0.785 | 5.06 |
| J | 1.287 | 8.30 |
| K | 1.838 | 11.85 |
| L | 2.853 | 18.40 |
| M | 3.600 | 23.23 |
| N | 4.340 | 28.00 |
| P | 6.380 | 41.16 |
| Q | 11.050 | 71.29 |
| R | 16.000 | 103.22 |
| T | 26.000 | 167.74 |
One shall remember above effective areas are valid only when used with the sizing equations contained in API RP 520 Part I - Sizing, Selection & Installation of Pressure-Relieving Devices in Refinery.
Related Articles
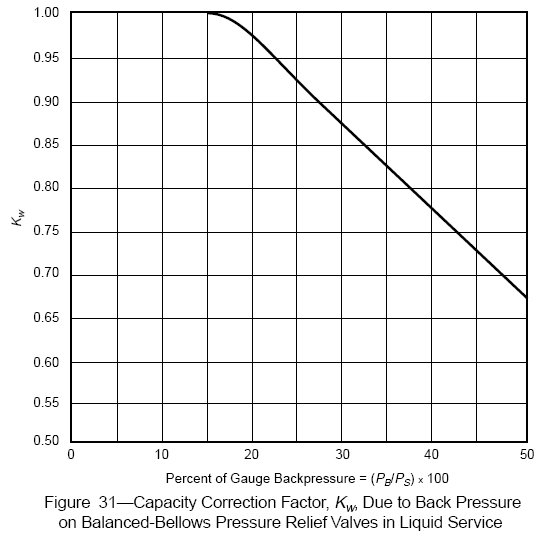
- What is Capacity Correction Factor (CCF) due to Back pressure for PSV ?
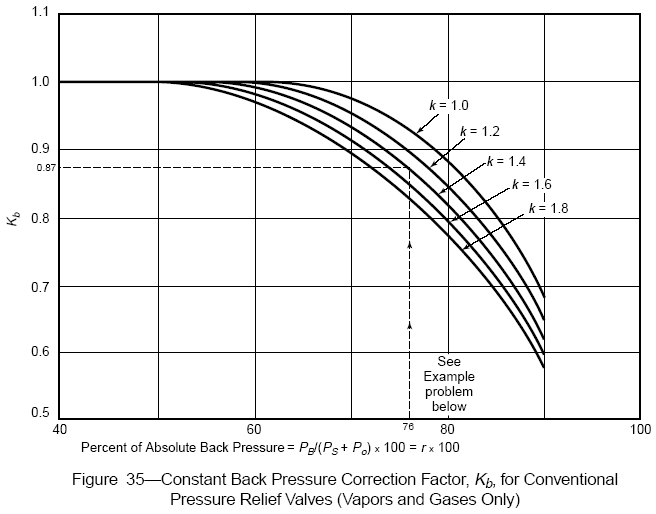
- PSV Constant Back Pressure Correction Factor (Kb) for Vapor & Gas
- Several Impact of Backpressure on Conventional PRV
- How Back Pressure Affect Conventional PSV Set Pressure Subject to It Vent
- Back Pressure Affect Conventional PSV Set Pressure : Case Study #1 - Bonnect Vent to ATM
- Back Pressure Affect Conventional PSV Set Pressure : Case Study #2 - Non-Bonnect Vent