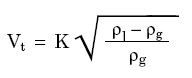
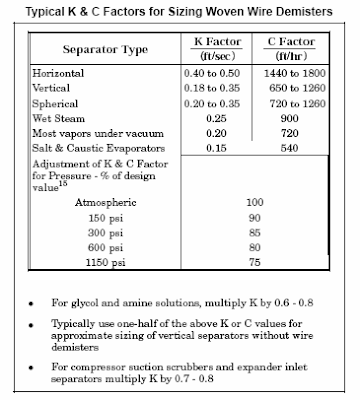
Force balance Equation for terminal velocity of a freely falling droplet or particleForce balance : Drag force + Buoyancy force = Gravity force
Lets take the case of freely falling droplet in a gas liquid separator, gas is flowing upwards and droplet is falling down now my, fundamental doubt is - When all the force acting on the droplet get balanced (cancel out together), how the droplet can still fall ?
- Terminal velocity by definition is relative velocity of gas and droplet ?
A metal ball is held and once release in the air...
FORCE BALANCEDrag force + Buoyancy force + External force + Gravity force = 0
Upward direction, Fd + Fb + Fe +(-Fg) = 0
==> Fd + Fb + Fe = Fg
Event at 0- second...When the ball is at static condition (metal ball is held),
==> Fd is function of velocity and . As velocity is zero ==> Fd = 0
==> Fb is function of relative density between ambient and ball. Ball density (say metal ball is approx. 3000 kg/m3) relative to air (~1.3 kg/m3), it is almost negligible. ==> Fb=0
==> Thus, Fe= Fg, V=0 m/s
Event at 0+ second...When the ball is just released (o+ second),
==> Fe = 0
==> Fb negligible. ==> Fb=0
==> Fg maintain with no change
==> Fd is function begin to increasing...
Net Force (Fg > Fd) will drive the ball downward. Ball velocity begin to increase.
Event at t second...When the ball velocity increase upto terminal velocity (relative velocity between ball and gas),
==> Fe = 0
==> Fb negligible. ==> Fb=0
==> Fg maintain with no change
==> Fd increase upto terminal velocity
Terminal velocityBall velocity is increased upto a velocity where Fg = Fd, this velocity is called
terminal velocity. At this velocity, net force = 0 as Fd = Fg ==> No further increase in velocity. Constant velocity.
Metal ball vs Droplet